

A PETG viselkedése az első réteg során
A PETG tulajdonságai:
-
közepes zsugorodás,
-
magasabb tapadási hajlam, mint PLA-nál,
-
rugalmasabb, „gumisabb” extrudálás.
Ez azt jelenti, hogy a PETG:
-
könnyen tapad, de
-
nehezen válik le, és
-
érzékenyebb a Z-offset és a hőmérséklet beállításaira.
A PETG első rétege nem szereti az agresszív beavatkozást – a finomhangolás itt kritikus.
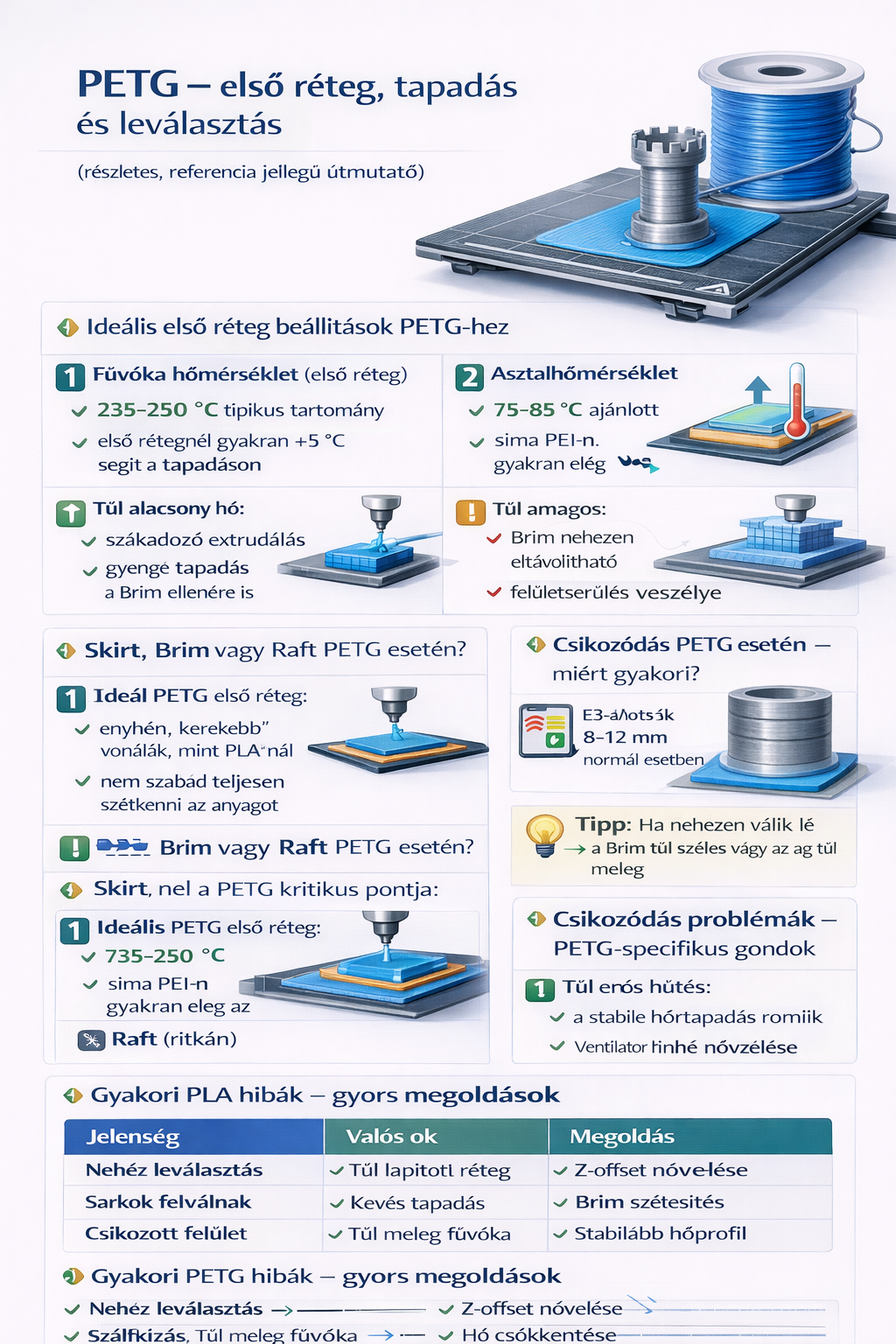
Ideális első réteg beállítások PETG-hez
Fúvóka hőmérséklet (első réteg)
-
235–250 °C tipikus tartomány
-
első rétegnél gyakran +5 °C segít a tapadáson
Túl alacsony hő:
-
szakadozó extrudálás,
-
gyenge tapadás a Brim ellenére is
Túl magas hő:
-
túlzott tapadás,
-
fényes, „kenődő” felület
Asztalhőmérséklet
-
75–85 °C ajánlott
-
sima PEI-n gyakran elég az alsó tartomány
Túl alacsony:
-
sarkok felválása hosszabb nyomtatásnál
Túl magas:
-
Brim nehezen eltávolítható,
-
felületsérülés veszélye
Z-offset – a PETG kritikus pontja
PETG-nél a túl lapított első réteg az egyik leggyakoribb hiba.
Ideális PETG első réteg:
-
enyhén „kerekebb” vonalak, mint PLA-nál
-
nem szabad teljesen szétkenni az anyagot
-
a vonalak épphogy összeérnek
Fontos különbség PLA-hoz képest:
PETG-nél kicsit nagyobb Z-offset gyakran jobb eredményt ad.
Skirt, Brim vagy Raft PETG esetén?
Skirt
-
2–3 vonal ajánlott
-
segít az anyagáramlás stabilizálásában
-
jó visszajelzést ad a Z-offsetről
Skirt önmagában ritkán elég problémás geometriánál.
Brim – PETG fő eszköze
PETG-nél a Brim:
-
a leggyakrabban használt tapadássegítő
-
hatékony a sarkok felválása ellen
-
még viszonylag könnyen eltávolítható
Ajánlott Brim szélesség:
-
8–12 mm normál esetben
-
nagy, lapos modelleknél akár 15 mm
Tipp:
Ha nehezen válik le → a Brim túl széles vagy az ágy túl meleg.
Raft – csak végső esetben
PETG-nél a Raft:
-
ritkán indokolt
-
rontja az alsó felület minőségét
-
növeli az anyagfelhasználást
Csak akkor javasolt, ha:
-
az ágy felülete hibás,
-
extrém geometria miatt a Brim sem segít.
Hűtés szerepe PETG-nél
A PETG nem szereti az agresszív hűtést.
Ajánlás:
-
első réteg: 0% ventilátor
-
később: 30–50%, ritkán több
Túl erős hűtés:
-
rétegközi tapadás romlik,
-
sarkok felválása fokozódik,
-
felület matt–fényes csíkozott lesz.
Csíkozódás PETG esetén – miért gyakori?
PETG-nél a csíkozódás gyakran:
-
hőmérséklet-ingadozásból
-
vagy sebességváltozásból ered.
Tipikus tünetek:
-
fényes–matt csíkok,
-
rétegenként változó felületi textúra.
Megoldás:
-
stabil hőprofil,
-
mérsékelt sebesség,
-
ventilátor finomhangolása.
Leválasztási problémák – PETG-specifikus gondok
A PETG egyik „hírhedt” tulajdonsága a túltapadás.
Gyakori okok:
-
túl magas ágyhő,
-
túl lapított első réteg,
-
agresszív tapadófelület.
Megoldások:
-
ágyhő csökkentése 5–10 °C-kal,
-
Z-offset enyhe növelése,
-
Brim keskenyítése,
-
megfelelő felületválasztás.
Fontos:
Bizonyos felületeken (pl. sima PEI) PETG-nél leválasztó réteg használata ajánlott.
Sebesség és gyorsulás hatása PETG-nél
A PETG:
-
lassabban reagál,
-
„nyúlósabb” anyag.
Ajánlás:
-
első réteg lassú,
-
külső falak lassabbak,
-
mérsékelt gyorsulás.
Ez csökkenti:
-
a csíkozódást,
-
az anyagfelhalmozódást,
-
a felületi hullámzást.
Gyakori PETG hibák – gyors megoldások
| Jelenség | Valós ok | Megoldás |
|---|---|---|
| Nehéz leválasztás | Túl lapított réteg | Z-offset növelése |
| Sarkok felválnak | Kevés tapadás | Brim szélesítés |
| Csíkozott felület | Hőingadozás | Stabilabb hőprofil |
| Szálhúzás | Túl meleg fúvóka | Hő csökkentése |
Összegzés – PETG stabil nyomtatása
A PETG akkor működik jól, ha:
-
nem erőltetjük a tapadást,
-
a Z-offset kissé „lazább”, mint PLA-nál,
-
a Brim tudatosan van méretezve,
-
a hűtés visszafogott.
A PETG nem nehéz anyag – csak máshogy viselkedik, mint a PLA.
Ha ezt elfogadjuk, kiváló, esztétikus és erős nyomatok készíthetők vele.
.svg?v=null.1771657365 "Ingyenes szállítás Magyarországon belül")
.svg?v=null.1771657365 "Élelmiszeripari minősítésű filamentek")
.svg?v=null.1771657365 "Saját gyártású termékek")
.svg?v=null.1771657365 "Folyamatos tesztek")




