

A PA (Nylon) viselkedése nyomtatás közben
A PA fő jellemzői:
-
nagyon magas zsugorodási hajlam,
-
rendkívüli mechanikai szilárdság,
-
erősen higroszkópos (nedvességet szív magába).
Ez azt jelenti, hogy a PA:
-
már kis hőmérséklet-különbségre is reagál,
-
hajlamos a sarkok erőteljes felválására,
-
nedves állapotban szinte nyomtathatatlan.
PA esetén az első réteg nem csak tapadási kérdés, hanem anyagelőkészítési kérdés is.
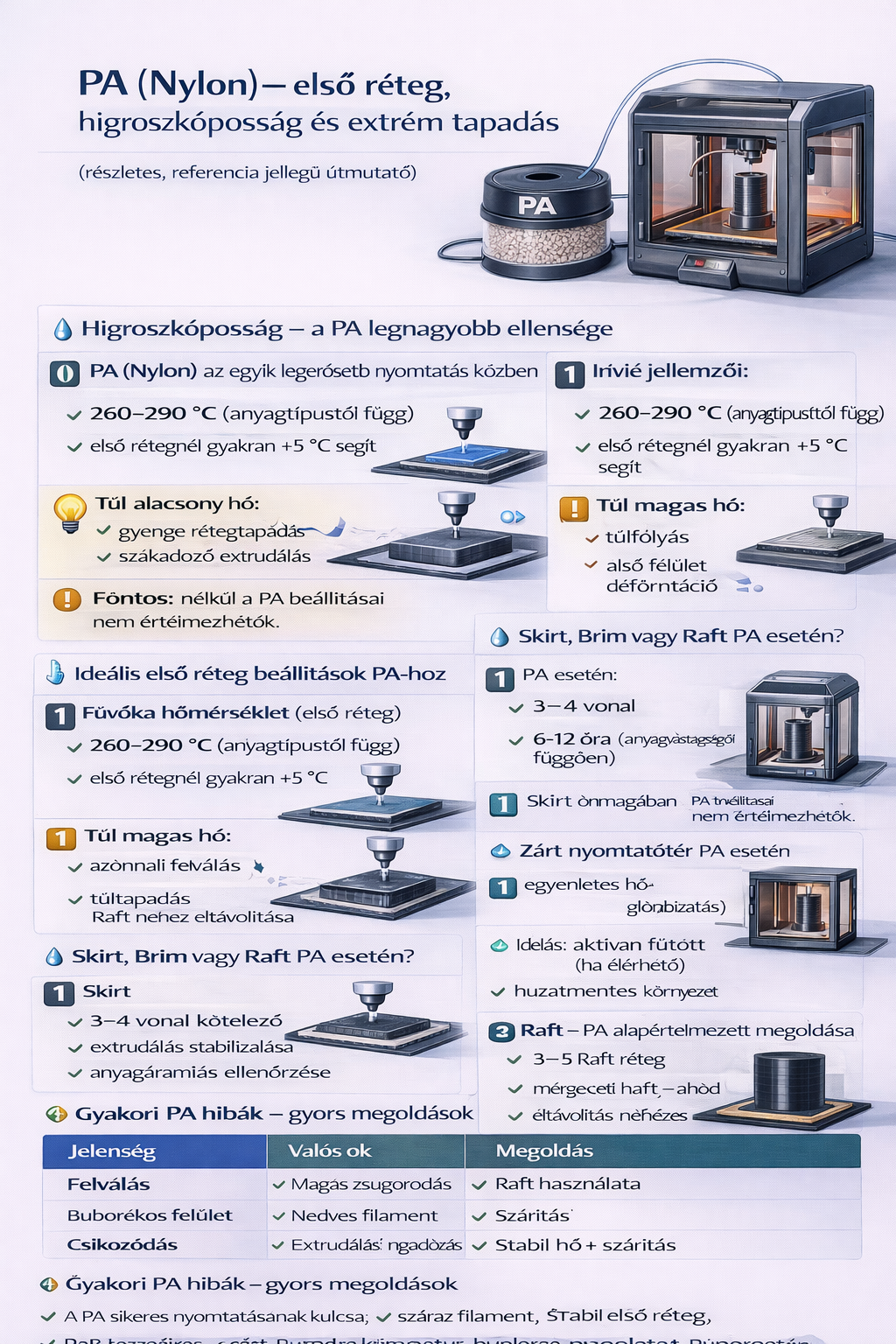
Higroszkóposság – a PA legnagyobb ellensége
A PA nagyon gyorsan magába szívja a levegő páratartalmát.
Nedves PA tünetei:
-
pattogó, sercegő hang a fúvókánál,
-
buborékos extrudálás,
-
durva, érdes felület,
-
extrudálási ingadozás → csíkozódás.
Kötelező lépés: filament szárítása
Ajánlás:
-
70–80 °C
-
6–12 óra (anyagvastagságtól függően)
-
nyomtatás közben is szárított környezet ideális
Fontos:
Szárítás nélkül a PA beállításai nem értelmezhetők.
Ideális első réteg beállítások PA-hoz
Fúvóka hőmérséklet (első réteg)
-
260–290 °C (anyagtípustól függ)
-
első rétegnél gyakran +5 °C segít
Túl alacsony hő:
-
gyenge rétegtapadás,
-
szakadozó extrudálás
Túl magas hő:
-
túlfolyás,
-
alsó felület deformáció
Asztalhőmérséklet
-
95–110 °C
-
PA-nál a stabil ágyhő kritikus
Túl alacsony:
-
azonnali felválás
Túl magas:
-
túltapadás,
-
Raft nehéz eltávolítása
Z-offset – PA-nál határozott beállítás kell
PA esetén:
-
az első réteg legyen erősen lapított,
-
a vonalaknak határozottan össze kell folyniuk.
Túl nagy Z-offset:
-
nincs tapadás,
-
az anyag „összehúzódik” nyomtatás közben.
Skirt, Brim vagy Raft PA esetén?
Skirt
-
3–4 vonal kötelező
-
extrudálás stabilizálása
-
anyagáramlás ellenőrzése
Skirt önmagában nem elegendő PA-hoz.
Brim – ritkán elég
Brim PA-nál:
-
csak kisebb modelleknél működik,
-
15–20 mm szélesség alatt ritkán hatékony,
-
sokszor nem tudja ellensúlyozni a zsugorodást.
Raft – PA alapértelmezett megoldása
PA esetén a Raft:
-
szinte mindig szükséges
-
elszigeteli a modellt az ágytól,
-
csökkenti a geometriai feszültséget.
Ajánlás:
-
3–5 Raft réteg
-
mérsékelt Raft–modell távolság
Hátrány:
-
magas anyagfelhasználás,
-
alsó felület romlik,
-
eltávolítás nehézkes lehet.
Zárt nyomtatótér PA esetén
PA nyomtatás nyitott térben gyakorlatilag esélytelen.
Zárt tér előnyei:
-
egyenletes hőeloszlás,
-
jelentősen csökkentett vetemedés,
-
stabil rétegtapadás.
Ideális:
-
aktívan fűtött kamra (ha elérhető),
-
huzatmentes környezet.
Hűtés PA-nál – minimális
Ajánlás:
-
első réteg: 0% ventilátor
-
teljes nyomtatás: 0–10%
Túl erős hűtés:
-
rétegrepedés,
-
erős vetemedés,
-
felületi csíkozódás.
Csíkozódás PA esetén
PA-nál a csíkozódás gyakran:
-
nedvességből ered,
-
extrudálási instabilitás következménye.
Jellemző tünetek:
-
szabálytalan rétegvastagság,
-
„szőrös” felület,
-
pattogó extrudálás.
Megoldás:
-
filament újraszárítása,
-
stabil hőprofil,
-
lassabb nyomtatás.
Sebesség és gyorsulás PA-nál
PA nem szereti a siettetést.
Ajánlás:
-
lassú első réteg,
-
mérsékelt sebesség,
-
alacsony gyorsulás.
Ez segít:
-
a tapadásban,
-
a felületi minőségben,
-
a belső feszültségek csökkentésében.
Gyakori PA hibák – gyors megoldások
| Jelenség | Valós ok | Megoldás |
|---|---|---|
| Felválás | Magas zsugorodás | Raft használata |
| Buborékos felület | Nedves filament | Szárítás |
| Csíkozódás | Extrudálási ingadozás | Stabil hő + szárítás |
| Rossz tapadás | Alacsony ágyhő | Ágyhő emelése |
Összegzés – PA stabil nyomtatása
A PA sikeres nyomtatásának kulcsa:
-
száraz filament,
-
stabil első réteg,
-
Raft használata,
-
zárt és meleg környezet,
-
türelmes, egyenletes nyomtatás.
A PA nem kompromisszumos anyag: ha nem kapja meg, amire szüksége van, azonnal „megbosszulja”.
Megfelelő körülmények között viszont kiemelkedő mechanikai tulajdonságú nyomatok készíthetők belőle.
.svg?v=null.1771657365 "Ingyenes szállítás Magyarországon belül")
.svg?v=null.1771657365 "Élelmiszeripari minősítésű filamentek")
.svg?v=null.1771657365 "Saját gyártású termékek")
.svg?v=null.1771657365 "Folyamatos tesztek")




