

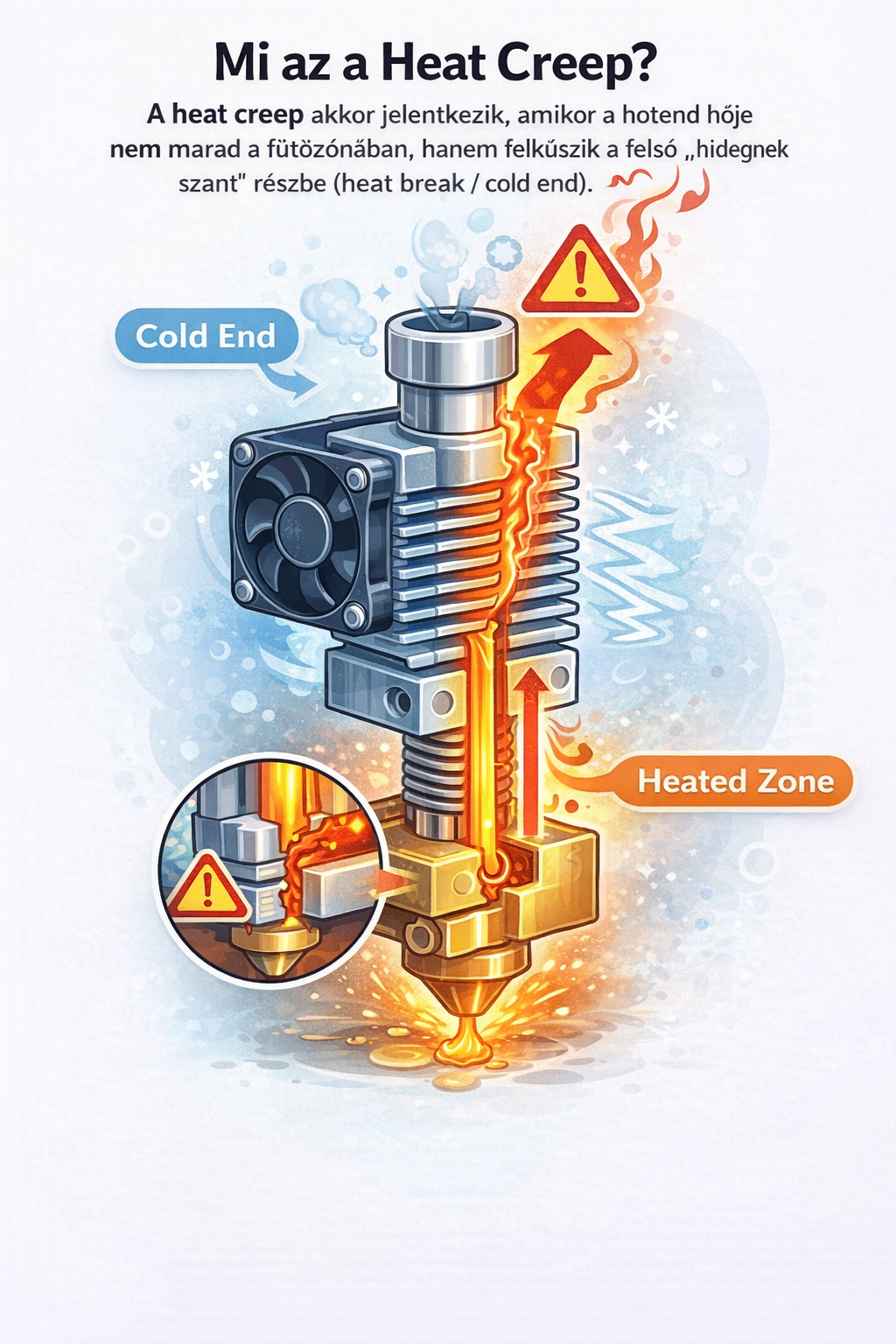
Heat creep – amikor a hő tönkreteszi az extrúziót
A heat creep a 3D nyomtatás egyik alattomos hibája, amely gyakran csak hosszabb nyomtatások során jelentkezik. Ilyenkor a hotendből származó hő nem marad az olvadási zónában, hanem fokozatosan „felkúszik” a hőszigetelő (heatbreak) irányába, és eléri a hideg zónát is. Ennek következménye, hogy a filament túl korán megpuhul, elveszíti a merevségét, majd deformálódik vagy letapad a csatorna falára – a vége pedig szakaszos extrúzió vagy teljes elakadás lehet.
Mi okozza a heat creep jelenséget?
A jelenség általában több tényező együttes hatásából alakul ki. A leggyakoribb ok a nem megfelelő hotend hűtés, de sokszor a beállítások (hőmérséklet, retrakció) is rásegítenek a problémára.
- Hotend hűtőventilátor gyenge, koszos, rosszul irányított vagy részben leárnyékolt
- Túl magas fúvóka-hőmérséklet (a szükségesnél magasabb olvadék-hő)
- Túl agresszív retrakció (nagy távolság vagy magas sebesség), ami felhúzza a megpuhult anyagot
- Hővezetési gondok (rosszul illesztett heatbreak, laza alkatrészek, hibás összeszerelés)
- Puha / alacsony üvegesedési hőmérsékletű filament (pl. egyes PLA-k meleg környezetben érzékenyebbek)
Milyen tünetekből ismerhető fel?
A heat creep tipikusan fokozatos: a nyomtatás elején minden rendben, később viszont romlik az anyagáramlás. Ezért könnyű félrediagnosztizálni (pl. „rossz szeletelés”, „kopott fúvóka”).
- Szakaszos extrúzió, egyre gyakoribb alulextrúzió
- Kattogó extruder vagy az anyag „darálása” (a fogaskerék megcsúszik a filamenten)
- Hiányos rétegek, gyengébb falak, lyukak a felületen
- Váratlan dugulás hosszabb nyomtatás közben, főleg PLA-nál
Gyors ellenőrzőlista
- A hotend hűtőventi folyamatosan megy? Nem PWM-en „pulszál”?
- Tiszta a borda és nincs-e eltömődve porral/szállal?
- Nem túl magas a hőmérséklet az adott filamenthez képest?
- Retrakció nem túl nagy? Direkt drive vs. Bowden esetén különösen fontos.
- Nincs-e szokatlanul magas környezeti hő (zárt kamra PLA-hoz)?
Megoldások és megelőzés
A cél mindig az, hogy a hideg zóna hideg maradjon. A legtöbb esetben már néhány beavatkozás is látványosan stabilizálja az extrúziót:
- Hotend hűtés rendbetétele: venti csere, légterelő, borda tisztítás, megfelelő légáramlás
- Hőmérséklet csökkentése: annyira, amennyire a tapadás és a rétegek még biztonságosak
- Retrakció visszavétele: kisebb távolság, mérsékeltebb sebesség, kevesebb „pumpálás” a heatbreakben
- PLA zárt térben: ha meleg a kamra, nyisd ki / csökkentsd a környezeti hőt
- Hotend karbantartás: megfelelő összeszerelés, heatbreak ellenőrzése, csatlakozások meghúzása
Ha a fenti lépéseket végigveszed, a heat creep által okozott extrúziós hibák nagy része megszüntethető, és a nyomtató hosszú távon is stabilan fog működni – különösen hosszú, több órás nyomatoknál.
.svg?v=null.1771657365 "Ingyenes szállítás Magyarországon belül")
.svg?v=null.1771657365 "Élelmiszeripari minősítésű filamentek")
.svg?v=null.1771657365 "Saját gyártású termékek")
.svg?v=null.1771657365 "Folyamatos tesztek")




