

Az ABS viselkedése nyomtatás közben
Az ABS jellemzői:
-
magas zsugorodási hajlam,
-
jelentős hőfeszültség,
-
érzékenység a környezeti hőmérsékletre.
Ez azt jelenti, hogy az ABS:
-
gyorsan elveszíti a hőt,
-
összehúzódik hűlés közben,
-
erős belső feszültségeket hoz létre.
Ha ezek a feszültségek nem egyenletesen oszlanak el, az eredmény:
-
felpöndörödő sarkok,
-
repedő falak,
-
leváló első réteg.
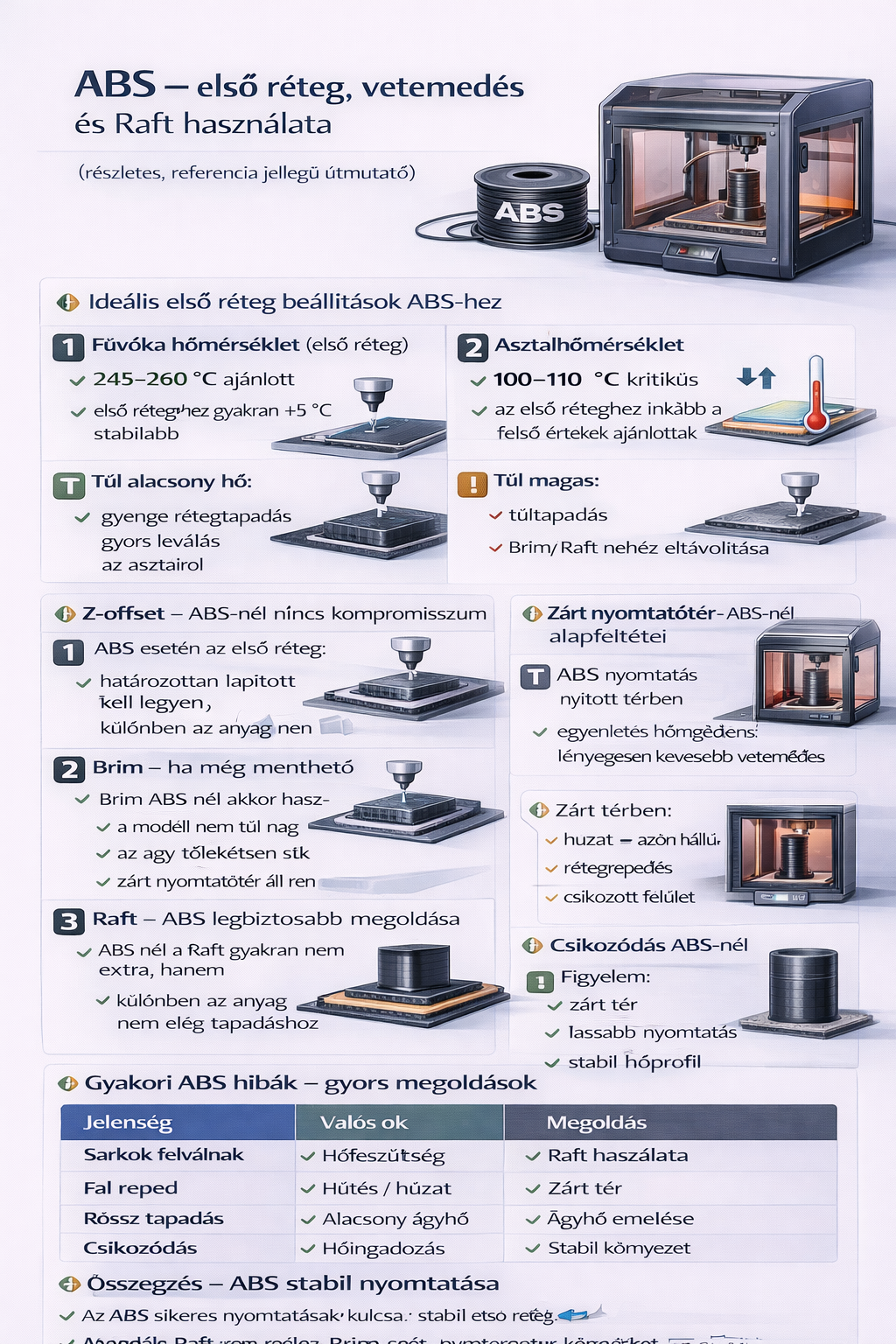
Ideális első réteg beállítások ABS-hez
Fúvóka hőmérséklet (első réteg)
-
245–260 °C ajánlott
-
első réteghez gyakran +5 °C stabilabb
Túl alacsony hő:
-
gyenge rétegtapadás,
-
gyors leválás az asztalról
Túl magas hő:
-
túlfolyó anyag,
-
pontatlan alsó réteg
Asztalhőmérséklet
-
100–110 °C kritikus
-
az első réteghez inkább a felső értékek ajánlottak
Túl alacsony:
-
szinte biztos felválás
Túl magas:
-
túltapadás,
-
Brim/Raft nehéz eltávolítása
Z-offset – ABS-nél nincs kompromisszum
ABS esetén az első réteg:
-
határozottan lapított kell legyen,
-
különben az anyag nem „kapaszkodik meg”.
Ideális ABS első réteg:
-
szépen összeérő vonalak,
-
enyhén lapított profil,
-
stabil érintkezés az asztallal.
Figyelem:
A túl nagy Z-offset ABS-nél azonnali tapadási hibát okoz.
Skirt, Brim vagy Raft ABS esetén?
Skirt
-
2–3 vonal kötelező
-
segít az extrudálás stabilizálásában
-
önmagában nem elég tapadáshoz
Brim – ha még menthető
Brim ABS-nél akkor használható, ha:
-
a modell nem túl nagy,
-
az ágy tökéletesen sík,
-
zárt nyomtatótér áll rendelkezésre.
Ajánlott Brim:
-
12–20 mm
-
különösen a sarkoknál fontos
Raft – ABS legbiztosabb megoldása
ABS-nél a Raft gyakran nem extra, hanem szükségszerűség.
Raft előnyei:
-
elszigeteli a modellt az ágy hibáitól,
-
csökkenti a hőfeszültséget,
-
jelentősen növeli a sikeres nyomtatás esélyét.
Ajánlott beállítás:
-
3–5 Raft réteg
-
mérsékelt Raft–modell távolság
Hátrány:
-
magas anyagfelhasználás,
-
romló alsó felület,
-
nehezebb eltávolítás.
Zárt nyomtatótér – ABS-nél alapfeltétel
ABS nyomtatás nyitott térben erősen kockázatos és esetleg, csak apró tárgyak esetében működhet. Ezért nyomtatásnál, zárt tér ajánlott.
Zárt tér előnyei:
-
egyenletes hőmérséklet,
-
csökkentett hőgradiens,
-
lényegesen kevesebb vetemedés.
Nyitott térben:
-
huzat → azonnali felválás,
-
rétegrepedés,
-
csíkozott felület.
Hűtés ABS esetén
Ajánlás:
-
első réteg: 0% ventilátor
-
teljes nyomtatás: 0–10%
Túl erős hűtés:
-
rétegek elválnak,
-
repedések jelennek meg,
-
falminőség romlik.
Csíkozódás ABS-nél
ABS-nél a csíkozódás gyakran:
-
hőfeszültségből ered,
-
nem tisztán mechanikai probléma.
Jellemző tünetek:
-
szabályos rétegenkénti sávok,
-
falvastagság-ingadozás,
-
repedésre hajlamos zónák.
Megoldás:
-
zárt tér,
-
lassabb nyomtatás,
-
stabil hőprofil.
Sebesség és gyorsulás ABS-nél
ABS nem szereti a siettetést.
Ajánlás:
-
mérsékelt sebesség,
-
alacsonyabb gyorsulás,
-
külső fal különösen lassan.
Ez segít:
-
a rétegtapadásban,
-
a felületi minőségben,
-
a belső feszültség csökkentésében.
Gyakori ABS hibák – gyors megoldások
| Jelenség | Valós ok | Megoldás |
|---|---|---|
| Sarkok felválnak | Hőfeszültség | Raft használata |
| Fal reped | Hűtés / huzat | Zárt tér |
| Rossz tapadás | Alacsony ágyhő | Ágyhő emelése |
| Csíkozódás | Hőingadozás | Stabil környezet |
Összegzés – ABS stabil nyomtatása
Az ABS sikeres nyomtatásának kulcsa:
-
stabil első réteg,
-
megfelelő Raft vagy széles Brim,
-
zárt, huzatmentes környezet,
-
türelmes, egyenletes nyomtatás.
Az ABS nem megbocsátó anyag, de ha megkapja, amire szüksége van, kiváló mechanikai tulajdonságú, tartós nyomatokat eredményez.
.svg?v=null.1771657365 "Ingyenes szállítás Magyarországon belül")
.svg?v=null.1771657365 "Élelmiszeripari minősítésű filamentek")
.svg?v=null.1771657365 "Saját gyártású termékek")
.svg?v=null.1771657365 "Folyamatos tesztek")




